Leave Your Message







Porównanie różnych metod napędu robotów serwo trójosiowych
Porównanie różnych metod napędu robotów serwo trójosiowych
W globalnej fali ulepszeń automatyzacji w produkcji, trójosiowe roboty serwo Stały się one podstawowym wyposażeniem w branżach takich jak montaż elektroniki, przetwórstwo części samochodowych i pakowanie żywności. Wybór odpowiedniej metody napędu bezpośrednio wpływa na wydajność produkcji, koszty konserwacji i cykl zwrotu z inwestycji – niewłaściwy wybór może prowadzić do niewystarczającej wydajności produkcyjnej, częstych napraw, a nawet przedwczesnej wymiany sprzętu.

I. Dlaczego metoda napędu jest podstawowym kryterium wyboru w przypadku robotów serwo trójosiowych?
Układ napędowy trójosiowego robota serwo jest niczym jego „serce mocy”, odpowiedzialne za przekształcanie energii kinetycznej serwosilnika w precyzyjny ruch liniowy lub obrotowy. Jego wydajność bezpośrednio wpływa na trzy podstawowe kwestie związane z zakupem:
Opłacalność inwestycji: Równowaga między początkowym kosztem zakupu a późniejszymi kosztami utrzymania. Na przykład, chociaż niektóre metody napędu mogą mieć niską początkową cenę zakupu, koszt wymiany części eksploatacyjnych każdego roku może się podwoić.
Możliwość dostosowania produkcji: Czy jest w stanie spełnić określone wymagania branżowe, takie jak wymóg dokładności ±0,01 mm w produkcji elektroniki lub zapotrzebowanie przemysłu motoryzacyjnego na obciążenia przekraczające 50 kg.
Globalna adaptacja: Sprzęt eksportowany musi spełniać normy obowiązujące na rynku docelowym, takie jak ograniczenia zużycia energii i hałasu na rynkach europejskich i amerykańskich, a także wymagania dotyczące tolerancji środowisk o wysokiej temperaturze i wilgotności na rynkach Azji Południowo-Wschodniej.
Dane Międzynarodowej Federacji Robotyki (IFR) z 2024 roku pokazują, że wskaźnik bezczynności urządzeń spowodowany niewłaściwym doborem napędu osiągnął 12%, przy czym ponad 60% tych przypadków przypisuje się błędom kompatybilności u odbiorców hurtowych. Dlatego kompleksowe porównanie różnic w metodach napędu jest kluczowe.
II. Szczegółowe porównanie popularnych metod napędu dla trójosiowych robotów serwo
Obecnie na rynku globalnym napęd elektryczny jest absolutnym liderem w dziedzinie napędów robotów serwo trzyosiowych (stanowiąc ponad 85%), uzupełniany przez niewielką liczbę napędów hydraulicznych/pneumatycznych do zastosowań specjalnych. W napędach elektrycznych trzy najbardziej reprezentatywne struktury przekładni to śruby kulowe, pasy synchroniczne oraz przekładnie zębate. Ich szczegółowe różnice przedstawiają się następująco:
(I) Porównanie parametrów technicznych metody Core Drive
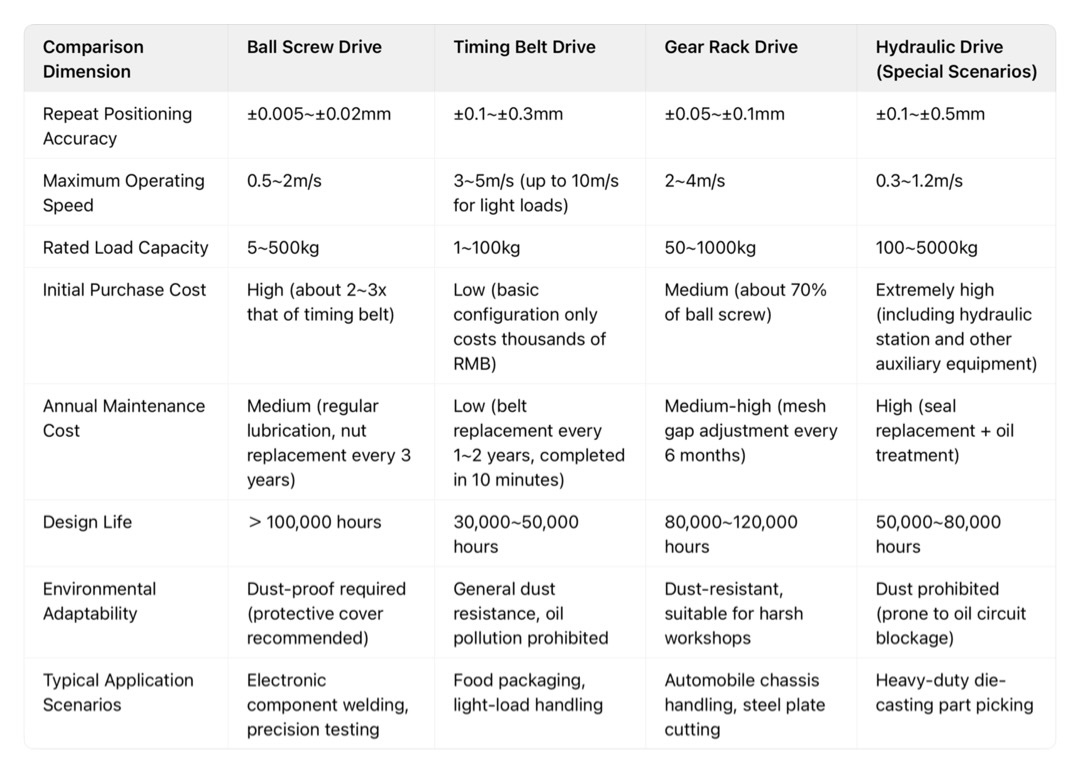
(II) Analiza podstawowych zalet i wad każdej metody napędu
1. Napęd śrubowo-toczny: „Optymalne rozwiązanie” dla scenariuszy wymagających wysokiej precyzji
Śruby kulowe przenoszą siłę poprzez toczące się stalowe kulki, zamieniając ruch obrotowy serwosilnika na ruch liniowy. Jest to preferowane rozwiązanie dla precyzyjnych, trójosiowych robotów serwo. Jego główną zaletą jest wyjątkowo mały luz (
Kupujący powinni jednak zdawać sobie sprawę z jego ograniczeń: śruby o długości powyżej 2 metrów są podatne na uginanie się pod własnym ciężarem, co wymaga dodatkowych mechanizmów podtrzymujących i zwiększa koszty; a maksymalna prędkość jest ograniczona przez prędkość krytyczną śruby (zwykle nieprzekraczającą 2 m/s), co czyni ją nieodpowiednią do zastosowań wymagających wyłącznie dużej prędkości. Ponadto, zapylone środowisko przyspiesza zużycie kulek stalowych, co wymaga stosowania dodatkowego sprzętu, takiego jak osłony ochronne.
2. Napęd pasowy synchroniczny: ekonomiczne narzędzie do pracy z dużą prędkością i niewielkim obciążeniem
Napędy pasowe synchroniczne wykorzystują poliuretanowy pas z rdzeniem stalowym, zazębiony z kołami pasowymi, do przenoszenia mocy. Oferują one trzy główne zalety: wysoką prędkość, niski poziom hałasu i kontrolowane koszty. Ich prędkość maksymalna może osiągnąć 5 m/s, ponad dwukrotnie więcej niż w przypadku śrub kulowych, a początkowy koszt zakupu stanowi zaledwie 30–50% kosztu napędu śrubowo-kulowego o tych samych parametrach. Dzięki temu idealnie nadają się do zastosowań o małym obciążeniu i dużej prędkości, takich jak przetwórstwo żywności i obsługa elementów plastikowych.
Nabywcy zagraniczni powinni być świadomi ograniczeń ich precyzji: pasy synchroniczne są podatne na odkształcenia sprężyste pod wpływem temperatury, co skutkuje dokładnością powtarzalności wynoszącą zaledwie ±0,1~±0,3 mm, co nie spełnia wymagań precyzyjnej obróbki. Ponadto ich nośność jest ograniczona (zwykle
3. Napęd zębatkowy: niezbędny w zastosowaniach wymagających dużej wytrzymałości i długiego skoku
Napędy zębatkowe wykorzystują obrót kół zębatych do napędzania liniowego ruchu listwy zębatej, oferując kluczowe zalety w postaci wysokiej nośności i nieograniczonego skoku. Ich nominalne obciążenie może sięgać ponad 1000 kg, a dzięki połączeniu wielu segmentów listwy zębatej możliwe jest osiągnięcie skoku przekraczającego 10 metrów, co czyni je niezbędnym rozwiązaniem w zastosowaniach wymagających dużej wytrzymałości, takich jak przeładunek części samochodowych oraz załadunek/rozładunek dużych obrabiarek.
Główne wyzwania związane z tym układem napędowym dotyczą hałasu i precyzyjnej kontroli: niewystarczająca precyzja produkcji może generować hałas >75 dB podczas zazębiania się kół zębatych i listwy zębatej, co wymaga zastosowania dźwiękoszczelnej osłony; ponadto luz musi zostać wyeliminowany poprzez wstępne dokręcenie, w przeciwnym razie precyzja spadnie poniżej ±0,05 mm. Na szczęście europejskie i amerykańskie marki poprawiły precyzję do poziomu ±0,01 mm dzięki technologii szlifowania powierzchni zębów, chociaż zwiększa to koszty zakupu o 20%–30%.
4. Napędy hydrauliczne/pneumatyczne: „Rozwiązania uzupełniające” dla scenariuszy specjalnych
Napędy hydrauliczne, o udźwigu setek kilogramów, są nadal stosowane w ekstremalnie ciężkich warunkach, takich jak odlewanie ciśnieniowe. Jednak ryzyko wycieku oleju i zanieczyszczeń, a także wysoki koszt stacji hydraulicznych, doprowadziły do ich stopniowego zastępowania przez napędy zębatkowe o dużej obciążalności. Napędy pneumatyczne, ze względu na niski koszt i szybkie działanie, są nadal stosowane w małych maszynach do obróbki tworzyw sztucznych, ale ich dokładność ±0,5 mm i ograniczona nośność nie wystarczają na potrzeby urządzeń z serwomechanizmem.
Raport Międzynarodowej Federacji Robotyki (IFR) z 2024 r. pokazuje, że napędy hydrauliczne/pneumatyczne stanowią obecnie mniej niż 5% robotów serwo z trzema osiami, a napędy elektryczne stają się absolutnym standardem — szczególnie połączenie silników serwo i precyzyjnych mechanizmów przekładniowych, które łączą w sobie precyzję i elastyczność.
III. 3 kroki do zablokowania optymalnego rozwiązania napędowego
Krok 1: Wyjaśnij podstawowe parametry wymagań
Przed dokonaniem zakupu należy określić trzy kluczowe wskaźniki, aby uniknąć ślepego wyboru:
Wymagania dotyczące dokładności: w przemyśle elektronicznym wymagane jest ±0,02 mm (preferowane są śruby kulowe); w przemyśle opakowaniowym wymagane jest ±0,5 mm (wystarczą pasy synchroniczne).
Obciążenie i skok: W przypadku obciążeń jednoosiowych > 50 kg należy wybrać przekładnię zębatą; w przypadku skoków > 3 metrów należy zastosować priorytetową przekładnię zębatą lub pasek synchroniczny (śruby kulowe wymagają dodatkowego wsparcia).
Prędkość robocza: W przypadku czasu cyklu > 120 cykli/minutę należy wybrać pas synchroniczny; w przypadku precyzyjnych operacji o niskiej prędkości należy wybrać śrubę kulową.
Krok 2: Dopasowanie scenariuszy dla branży docelowej
Różne branże mają znacząco różne wymagania dotyczące metod napędowych. Biorąc pod uwagę specyfikę rynku międzynarodowego, jako punkt odniesienia można przyjąć następującą logikę adaptacji:
Elektronika/Półprzewodniki (głównie Europa i Ameryka): Wymagana jest wysoka precyzja i niski poziom hałasu. Zalecane są napędy śrubowe kulowe. Połączenie z serwonapędami serii Delta ASD pozwala osiągnąć dokładność ±0,005 mm, spełniając europejskie i amerykańskie standardy producentów elektroniki.
Części samochodowe (globalnie kompatybilne): Duże obciążenia i długi skok są szczególnie istotne. Optymalnym rozwiązaniem są napędy zębatkowe. Zaleca się wybór zębatek dolnych, dostosowanych do serwomechanizmów Siemens V90, aby poprawić stabilność.
Przemysł spożywczy/opakowania (głównie Azja Południowo-Wschodnia): Nacisk kładziony jest na koszty i szybkość. Napędy pasowe synchroniczne oferują najlepszy stosunek ceny do wydajności. Zastosowanie materiałów poliuretanowych spełnia wymogi higieniczne przemysłu spożywczego, a cykl konserwacji jest dostosowany do możliwości utrzymania ruchu w fabrykach Azji Południowo-Wschodniej.
Krok 3: Obliczanie całkowitego kosztu cyklu życia
Zamówienia międzynarodowe muszą uwzględniać zarówno początkową inwestycję, jak i długoterminową eksploatację i konserwację. Przy założeniu żywotności wynoszącej 100 000 godzin, przeprowadza się następujące obliczenia:
Napęd śrubowy: Wysoki początkowy koszt zakupu (około 20 000 RMB), lecz niskie koszty utrzymania (500 RMB rocznie), całkowity koszt około 25 000 RMB.
Napęd pasowy synchroniczny: Niski początkowy koszt zakupu (około 8000 RMB), ale wymaga czterokrotnej wymiany paska (każdorazowo 200 RMB), całkowity koszt wynosi około 9000 RMB.
Napęd zębatkowy: średni początkowy koszt zakupu (około 14 000 RMB), średni roczny koszt regulacji luzu zazębienia wynosi 800 RMB, całkowity koszt wynosi około 22 000 RMB.

IV. Nowe trendy w technologii napędowej w 2025 roku
Hybrydowe systemy napędowe: Hybrydowe napędy pneumatyczne i elektryczne stają się nowym, gorącym tematem. Na przykład, w chwytaniu wykorzystuje się napędy pneumatyczne (niski koszt), a w pozycjonowaniu – napędy pasowe synchroniczne (wysoka precyzja), co może obniżyć koszty o 30%, spełniając jednocześnie wymagania dotyczące średniej precyzji.
Napęd bezpośredni bez przekładni redukcyjnej: wysoki moment obrotowy, niska prędkość silniki serwo Nie wymagają reduktora i łączą się bezpośrednio ze śrubami kulowymi lub przekładniami zębatymi, zmniejszając straty mechaniczne o 50% i wydłużając żywotność do ponad 150 000 godzin. Technologia ta jest obecnie stosowana w modelach high-end takich marek jak Stäubli.
Inteligentny algorytm adaptacji: Kontroler serwo siódmej generacji integruje algorytm sieci neuronowej, który automatycznie dostosowuje parametry napędu w oparciu o zmiany obciążenia. Przykładowo, seria VX firmy Doosan Robotics wykorzystuje tę technologię, aby zmniejszyć awaryjność o 60%, co czyni ją idealną do scenariuszy produkcji o zróżnicowanym przeznaczeniu.
Strona internetowa:https://www.zhiyirobotics.com/
E-mail:sales@zhiyirobotics.com
#Serwer trójosiowy#Robot serwo trójosiowy#Ramię robota 250-350t#Robot serwo trójosiowy#Trzy osie Ramię robota serwo